
Anyone know the correct torque value to use when installing new hub studs?
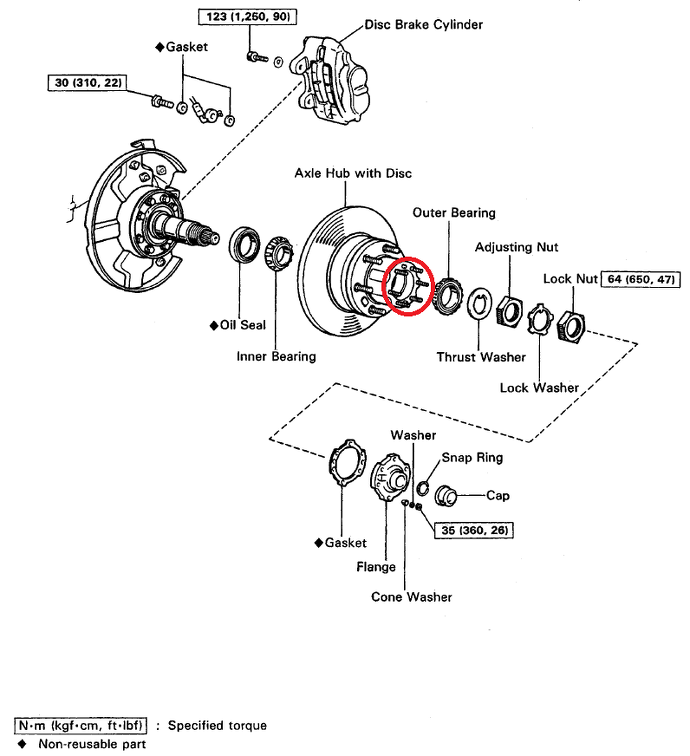
The cone washers and nuts are listed as 26 ft-lbs, but what about the studs themselves?
I searched 'mud and turned up a lot of discussion of the nut torque value, and some other big studs (I'm omitting the name so this doesn't turn up in search results), but not for the hub studs themselves.
The cone washers and nuts are listed as 26 ft-lbs, but what about the studs themselves?
I searched 'mud and turned up a lot of discussion of the nut torque value, and some other big studs (I'm omitting the name so this doesn't turn up in search results), but not for the hub studs themselves.